




一、滚压
1、什么是滚压
滚压加工是一种不去除材料的加工,通过一定形式的滚压工具向工件表面施加一定压力。在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的。
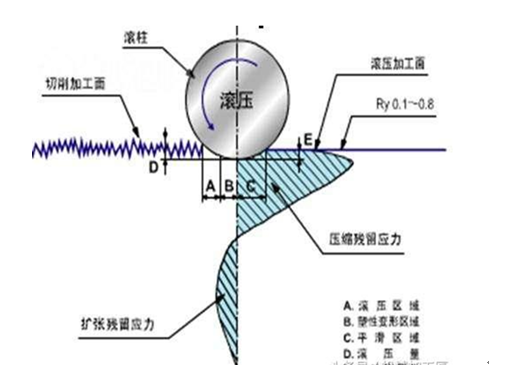
我们经常看到铺设道路时,轧路机将凹凸不平的马路压得很平整。滚压加工原理也是如此,用滚柱滚压金属表面,将表面凸起部分碾平,而使凹陷部分隆起,加工成平滑如镜的表面。被滚压加工的工件不仅表面粗糙度瞬间就可以达到Ry0.1-0.8μm,而且加工面硬化后其耐磨性得到提高的同时疲劳强度也增加了30%等具有切削加工中无法得到的优点。
2、滚压工具

3、滚压工艺局限性
首先,滚压需要一定的压力才能对工件产生加工强化和镜面加工的功能,这个压力大约在1000~3000N,对机床的刚性和精度是有不利影响的;滚压加工并不适合薄壁件、细长轴等刚性低的零部件加工;对于材质偏软的工件,滚压加工也存在不足;滚压加工中的压力大小、进给量、滚压速度等参数都会影响加工效果,掌握不好极容易产生废品;滚压容易在表面产生冷作硬化层,这个脆硬层会在后期使用过程中产生剥落现象;滚压加工一般不可重复加工;

二、威尔超声镜面滚压
1、什么是威尔超声镜面滚压
金属镜面加工技术不断在发展,随着生产的需要,滚压的缺陷不断显现,威尔超声镜面滚压随之诞生。
它是在常规滚压装置的基础上附加了一个超声振动源, 使被滚压零件表层材料在受到静压力作用的同时, 还受到冲击源引起的动压力作用。振动滚压使材料的表面变形更容易, 滚压硬化层更深, 残余压应力更大, 并能获得更好的表面质量。
在机床系统的辅助下,可调节零件加工时的转速及刀具头的进给速度,通过刀具头在被加工件材料的表面上加载一定的预设静压力和超声冲击力,借助两种力结合后产生的作用力促使零件材料的表面发生弹塑性形变,进而实现对金属材料表面的机械纳米化加工处理和金属镜面加工的效果。
通过加工工作头沿工件表面法线方向施加一定幅度的超声频机械振动,在一定进给条件下,工作头将静压力和超声冲击振动传递到旋转的机械零部件表面,产生冲挤作用而使金属材料产生大幅度弹塑性变形。加工后,工件表面产生一定的弹性恢复,所产生的塑性流动将工件表面上的“谷”被“峰”填满,从而大大降低表面粗糙度Ra 至纳米水平,并提高其表面的综合性能指标。
与此同时,在超声波冲击和静压力滚压联合作用下,金属工件表面所产生剧烈而均匀的塑性变形必然导致工件一定深度表层的原始状态晶粒被严重地打碎细化。往复加工可以使零件表面均匀受力,同时增大变形量及变形深度,达到进一步细化和均化晶粒的目的,从而获得纳米结构层。由于工件表面被均匀压缩,伴随着产生了残余压缩应力,这对提高机械零部件的抗疲劳和磨损性能非常有利。
威尔超声镜面滚压加工是电子技术与机械技术结合,属无切削加工光整范畴,是电子技术与传统滚压工艺的结合。由超声滚压刀具和控制柜两部分组成,也是需要安装到机床上使用的。
三、两者的对比
威尔超声镜面滚压由于混合了超声振动,所以不需要对工件施加很大的工作压力,对机床的精度没有损伤;威尔超声镜面滚压的影响层深更甚于传统滚压,且材料力学性能的改善是递进的不会产生表层的起皮剥落鲜现象,可以重复加工;对一些刚性较差的细长轴薄壁件较软的材料也可以采用这种方法实现镜面加工和加工强化。威尔超声镜面滚压技术可以达到90%的机电转换率,能耗较低。
威尔超声镜面滚压技术是将冷热两大领域的加工优点集于一身,既能实现镜面加工效果,又能有硬度提高耐磨性提高预置压应力等表面改性的效果,另外威尔超声镜面滚压是与工件弹性接触,对机床没有损伤,安装简单,操作方便,可以和各种型号的机床进行组合,极大的延伸了机床的功能,另外是威尔超声镜面滚压设备真正实现低能耗的绿色加工。欢迎咨询13225319309
